
In high-end manufacturing, the physical design of a vacuum furnace is only half of the equation. The true differentiator lies in the software, recipes, and specialized process technologies that run inside the chamber. Advanced optical molds, textured automotive panels, and precision electronics molds cannot tolerate traditional, aggressive surface treatments that cause micro-roughness or dimensional warping.
Jiangsu Juchuang Automation Technology Co., Ltd. offers a portfolio of proprietary, recipe-driven Special Plasma-Enhanced Process Technologies. Built upon more than ten years of plasma physics R&D, these specialized processes allow factories to achieve extreme wear protection while preserving mirror-quality surface finishes and intricate micro-textures.
1. Mirror Nitriding Technology (Active Screen Process)
Traditional ion nitriding places the workpiece directly on the cathode. While effective for bulk components, this direct glow discharge bombards the metal surface with high-energy ions, causing microscopic sputtering. This process inherently destroys mirror finishes, leaving a dull, frosted surface that requires slow, costly post-treatment polishing.
Our signature Mirror Nitriding Technology completely bypasses this limitation. The process represents the perfect fusion of Active Screen Plasma Nitriding (ASPN) and Juchuang's high-frequency pulsed power controls.
Technical Principle of Active Screen Nitriding:
Instead of treating the workpiece as the cathode, an auxiliary metal screen (the active screen) is placed around the load and connected to the negative potential. The actual components are placed in a floating or weakly cathodic state.
When the power is activated, the glow discharge forms exclusively on the screen, creating active nitrogen ions and neutral radicals. These active particles are then gently transferred onto the workpiece surface via vacuum gas circulation.
Core Process Advantages:
-
Preservation of Original Finish: Because there is no direct cathodic sputtering or ion bombardment on the workpiece, the mold's original high-gloss shine or intricate leather-grain textures are 100% preserved. No post-treatment manual polishing or dimension correction is required.
-
Zero Arc Strike Risk: The high-frequency pulsed power supply monitors the chamber at a 100 MHz sampling rate. By keeping the active glow on the screen, it completely eliminates the risk of localized electric arcs striking and pitting delicate mold edges, protecting high-value components.
-
Extreme Surface Hardness: The diffused nitrogen case achieves a surface hardness of up to HV 900 (HRC 67). This builds a highly wear-resistant, high-fatigue foundation deep beneath the steel's surface.
Prime Application Fields:
-
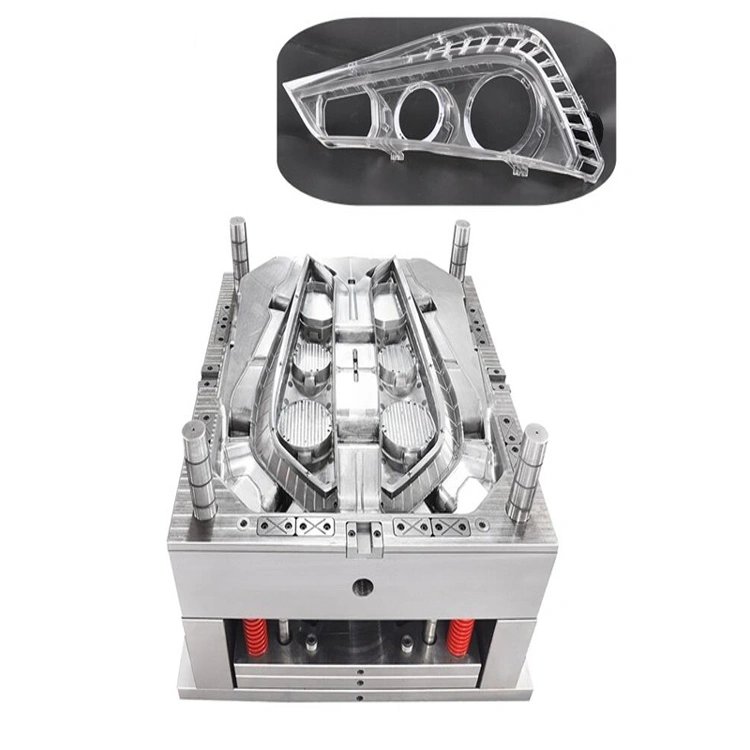
Automotive Headlight Molds: Safely hardening complex, multi-cavity headlight reflector molds while keeping optical mirror surfaces flawless.
-
White Goods Exterior Shell Molds: Preserving highly polished surfaces on large plastic injection molds for household appliances.
-
Premium 3C Product Housing Molds: Hardening high-precision molds for smartphone, laptop, and tablet casings.
-
Cosmetic Packaging Molds: Ensuring rapid release and clean, high-gloss finishes on cosmetic container molding tools.
2. Advanced Multi-Process Composite Coating Recipes
Beyond nitriding, Juchuang has developed a library of seven specialized, high-performance PVD and PACVD composite coating recipes. These formulas allow manufacturers to tailor their surface properties to match specific thermal and mechanical stresses:
Juchuang Composite Coating Recipes:
-
E-CRN (Chromium Nitride)
-
Composition: CrN
-
Surface Hardness: 2200 HV
-
Process Temperature: < 500°C
-
Best Applications: Punching, blanking, and fine-blanking dies; aluminum die-casting molds requiring exceptional impact and corrosion protection.
-
-
E-TIC (Titanium Carbide)
-
Composition: TiC
-
Surface Hardness: 3300 HV
-
Process Temperature: < 500°C
-
Best Applications: Heavy-duty sheet metal drawing, bending, and flanging dies processing carbon steels.
-
-
E-CRCN (Chromium Carbon Nitride)
-
Composition: CrCN
-
Surface Hardness: 2800 HV
-
Process Temperature: < 500°C
-
Best Applications: High-volume deep drawing operations where smooth, unrestricted sheet metal flow is critical to prevent tearing.
-
-
E-ALCRN (Aluminum Chromium Nitride)
-
Composition: AlCrN
-
Surface Hardness: 3300 HV
-
Process Temperature: < 500°C
-
Best Applications: High-performance drawing and forming of advanced high-strength steels (AHSS), providing excellent high-temperature oxidation resistance.
-
-
E-TICN (Titanium Carbon Nitride)
-
Composition: TiCN
-
Surface Hardness: 3000 HV
-
Process Temperature: < 500°C
-
Best Applications: Forming and drawing of stainless steel and high-strength steels, preventing extreme adhesive wear and material cold-welding.
-
-
E-DLC (Diamond-Like Carbon)
-
Composition: a-C:H
-
Surface Hardness: 1500 HV
-
Process Temperature: 250°C
-
Best Applications: Punching molds for aluminum and non-ferrous alloys; sliding cores, ejectors, and pins in plastic or rubber molds requiring dry, fluid-free lubrication.
-
-
E-CRN(DLC) (Duplex Chrome-DLC)
-
Composition: CrN + DLC Layer
-
Surface Hardness: 2300 HV
-
Process Temperature: 170°C to 400°C
-
Best Applications: Cutting tools for soft, gummy materials (like aluminum or copper alloys) and precision mechanical joints requiring both high hardness and low-friction sliding.
-